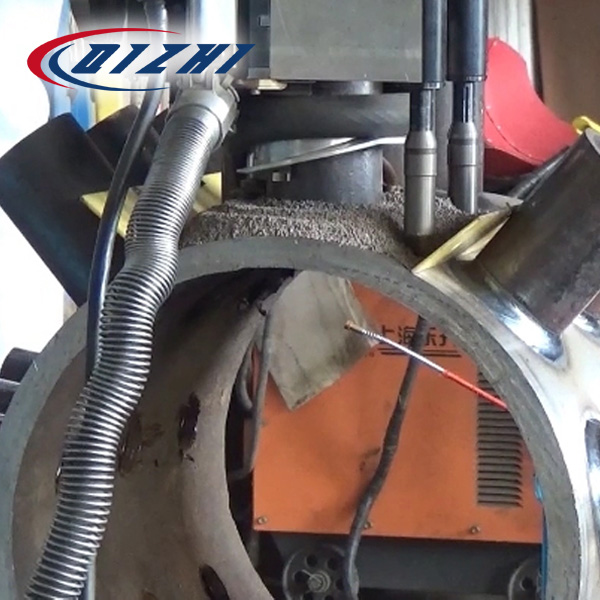
- Podawanie drutu w trybie nawijania pod kątem większym niż 400°, głowica spawalnicza nie jest ograniczona długością i kształtem rur, szczególnie odpowiednia do spawania długich rur o małym skoku i rur z kolankiem.
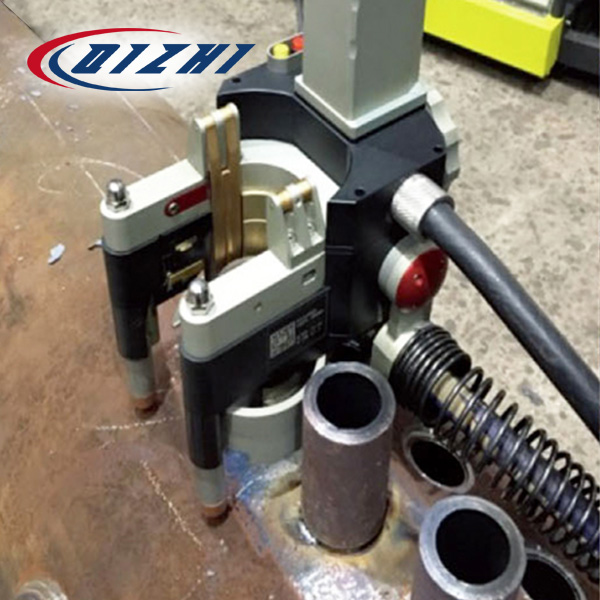
- Przenośna głowica spawalnicza jest elastyczna, łatwa i szybka w obsłudze.
- Unikalny model MAG do spawania FCAW, źródło prądu spawania posiada funkcję administrowania parametrami.
- Głowica spawalnicza jest chłodzona powietrzem/wodą i może pracować w sposób ciągły w temperaturze 250℃.
| Nadaje się do temperatury otoczenia | -10℃-45℃ |
| Wilgotność względna | ≤90% (bez kondensacji) |
| Zasilacz | AC 380 V, 3 fazy, 50 Hz |
| Pasuje do średnicy głowicy | 219-1000 mm |
| Pasuje do długości nagłówka | 1,5-22 m |
| Pasuje do średnicy króćca | 32-63,5 mm |
| Odpowiednie do grubości końcówki | 3-10 mm |
| Nadaje się do wysokości króćca | 50-160mm (metoda SAW) |
| Nadaje się do wysokości króćca | wysokość nie jest ograniczona, jeśli zastosuje się metodę GMAW |
| Nadaje się do usuwania króćców | 216 mm (metoda SAW) |
| Nadaje się do usuwania króćców | 229 mm (metoda GMAW) |
| Zastosowanie procesu spawania | GMAW/FCAW/SAW/GTAW przejście korzeniowe |
| Sugerowany drut spawalniczy | 1,0 mm (metoda SAW) |
| Sugerowany drut spawalniczy | 1,2 mm (metoda GMAW) |
| Nadaje się do materiałów | stal węglowa, stal niskostopowa |
| Prostopadłość złącza rurowego | błąd prostopadłości (w dowolnym kierunku) złącza rurowego o wysokości 50 mm wynosi < 1 mm |
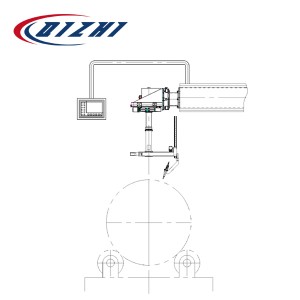
Typ automatycznej zgrzewarki do hederów i króćców
| Typ A | Typ B | Typ C |
| Nadaje się do układu typu „#”. | Nadaje się do „△"układ | Nadaje się do układu typu „#”. |
| Rozstaw rur:≥65+D/2 | Rozstaw rur:≥65+D/2 | Prześwit rury:≥zależy od różnych metod spawania |
| Typ standardowy | Typ niestandardowy | Typ niestandardowy |